솔더를 배우십시오 : 심층적 인 가이드
납땜은 전자 장치를 구축하는 데 중요한 기술입니다.강력하고 안정적인 연결을 만들기 위해 정밀, 지식 및 올바른 도구가 필요합니다.이 안내서는 올바른 납땜 인 철을 선택하고 플럭스가 완벽한 솔더 조인트를 만드는 데 어떻게 도움이되는지 이해하는 것과 같은 좋은 납땜을위한 중요한 기술과 재료를 설명합니다.그것은 다른 납땜 아이언과 그 용도를 다루며, 부품을 보호하고 내구성을 보장하기 위해 온도 제어의 중요성을 강조합니다.이 가이드는 또한 다양한 조건에서 관절 강도와 성능을 향상시키기 위해 전통적인 합금과 새로운 합금에 중점을 둔 올바른 유형의 솔더를 사용하여 강조합니다.납땜 팁을 착용하고 유지 관리하는 방법을 자세히 설명하고 기본 및 고급 납땜 방법을 모두 다루어 독자에게 많은 전자 프로젝트에서 정확하고 효과적인 납땜을 수행 할 수있는 기술을 제공합니다.
목록
그림 1 : 납땜
납땜 철
솔더링 아이언은 주로 납땜에 사용되는 전자 어셈블리에서 중요한 도구로 주위에 솔더를 녹여 둘 이상의 전자 부품을 결합하는 것입니다.이 프로세스는 구성 요소와 회로 보드 사이에 영구적 인 결합을 만듭니다.납땜 인 철의 주요 기능은 융합성 금속 합금 인 납땜을 가열하는 것입니다. 구성 요소 리드 및 회로 보드의 접촉점과 같은 두 개의 워크 피스 사이에서 조인트로 이동할 때까지 가열하는 것입니다.

그림 2 : 납땜 철
구성 요소를 회로 보드에 부착하려면 납땜 아이언이 필요합니다.그것은 솔더를 녹일 열을 제공하여 회로 보드의 구성 요소 핀과 패드 사이의 작은 간격을 흐르고 채울 수 있습니다.솔더가 냉각되면 확고하여 보드에 구성 요소를 보호하는 전기 및 기계적 연결을 형성합니다.이 프로세스는 전자 장치가 올바르게 작동하게합니다.이 방법을 통해 저항, 커패시터 및 통합 회로와 같은 구성 요소는 PCB에 단단히 부착되어 수많은 전자 장치의 코어를 형성합니다.
납땜 아이언의 유형

그림 3 : 저 및 높은 와트 백 솔더링 아이언
낮은 와트 백 솔더링 아이언
전력 등급이 15 ~ 40 와트 인 다리미를 납땜하는 것은 섬세한 전자 작업에 적합합니다.과도한 열이 민감한 부품을 손상시킬 수있는 회로 보드에 부품을 연결하는 것과 같은 작업에 이상적입니다.더 낮은 와트는 정확한 온도 제어를 허용하여 솔더 또는 섬세한 구성 요소를 과열시킬 위험이 줄어 듭니다.그러나,이 아이언은 더 느리게 가열되어 확장 된 사용 중 또는 열 질량이 높은 구성 요소로 작업 할 때 일관된 온도를 유지하기 위해 고군분투 할 수 있습니다.
높은 와트 백 솔더링 아이언
전력 등급이 60 ~ 100 와트 이상인 다리미는 빠르고 일관된 고열이 필요한 작업을 위해 설계되었습니다.이 도구는 단단한 솔더 조인트를 만들려면 강하고 꾸준한 열이 필요하기 때문에 더 큰 부품이나 두꺼운 전선을 구성하는 데 중요합니다.높은 와트 지하 아이런은 또한 연속적이고 납땜하는 작업에 적합하며 열 감소없이 고온을 유지합니다.이 신뢰성은 시간 효율성과 빠른 처리량이 중요한 전문 환경에서 유용합니다.
온도 제어 납땜 스테이션 장점
일관된 품질과 신뢰성은 균일 한 솔더 조인트를 보장하여 전자 회로의 약점과 고장을 방지합니다.
향상된 구성 요소 안전은 정확한 열을 적용하여 열 충격 및 열 관련 손상을 피하고 민감한 부품에 대한 열 관련 손상을 피합니다.
납땜 속도 및 효율이 향상되면 수동 온도 조정이 필요하지 않아 납땜 공정 속도가 빨라집니다.
폐기물 및 재 작업 감소는 결함과 재 작업을 줄이고 자원을 보존하며 폐기물을 최소화합니다.
손상을 방지하고 고품질 납땜을 보장하기 위해 온도 관리
효과적인 온도 관리 전략은 다음과 같습니다.
먼저, 일관된 온도를 유지하는 솔더 아이언과 팁을 선택하십시오.이러한 요소가 땜납 조인트로의 열 전달에 영향을 미치기 때문에 열전도율과 온도를 유지하는 용량에 따라 팁을 선택합니다.
둘째, 정기적으로 납땜 장비를 교정하여 정확한 온도가 표시되도록합니다.효율적이고 제어 된 열 전달을 보장하기 위해 마모 된 팁을 청소하고 교체하여 장비를 유지합니다.
셋째, 온도 피드백 시스템 : 온도 피드백 시스템과 함께 고급 납땜 스테이션을 사용하여 정밀도를 향상시킵니다.이 시스템은 설정 온도를 유지하기 위해 전력 출력을 조정하여 열 부하 및 주변 온도 변화를 보상합니다.
그런 다음 운영자는 납땜 기술뿐만 아니라 온도 제어의 중요성에도 교육을 받아야합니다.그들은 온도 제어 단위의 설정을 읽고 조정하는 방법을 알아야하고 부적절한 온도 응용의 징후를 인식해야합니다.
마지막으로, 주변 온도 변동을 방지하기 위해 납땜 환경을 제어하십시오.안정적인 환경을 유지하기 위해 에어컨 또는 난방 시스템을 설치하면 일관되지 않은 솔더 조인트를 방지 할 수 있습니다.
솔더
솔더는 전자 제품과 배관에서 금속 조각 사이에 영구적 인 결합을 생성하는 데 필요한 금속 합금입니다.효과적으로 결합하고 사용하기 쉽고 기계적 강도를 유지해야합니다.솔더 구성은 다양하지만 전통적인 믹스는 주석과 납입니다.

그림 4 : 솔더
역사적으로 널리 퍼진 솔더 조성물은 60% 주석 및 40% 납입니다.이 공적 혼합은 183-190 ° C (361-374 ° F) 사이에서 녹고 고체 상태와 액체 상태 사이에서 부드럽게 전이됩니다.이 합금은 사용이 용이한 기계적 강도의 균형을 유지하므로 수동 납땜에 인기가 있습니다.냉각되면 반짝이는 마무리를 생성하여 잘 만들어진 조인트를 나타냅니다.
건강 및 환경 문제를 해결하기 위해 무연병자가 개발되었습니다.그러나 주석을 잃은 옵션은 무연 옵션이 고온 환경과 같은 성능 요구를 충족시킬 수없는 곳에서 사용 중입니다.리드 기반 군인은 많은 무연 대안보다 낮은 온도와 젖은 표면에서 더 효과적으로 녹기 때문에 작업하기가 더 쉽습니다.
솔더 품종 및 응용 분야
미세 대 두꺼운 솔더 : 전자 애플리케이션에서의 차별화 사용
솔더는 다양한 직경으로 제공되며 각각의 특정 작업에 맞게 조정됩니다.직경이 0.010에서 0.031 인치 사이의 미세 솔더는 구성 요소가 서로 가까이있는 밀도가 붙은 인쇄 회로 보드 (PCB)에 납땜하는 것과 같은 정밀 작업에 이상적입니다.더 작은 직경은 더 나은 제어를 제공하고 마이크로 컨트롤러 또는 SMD (Surface-Mount Devices)와 같은 구성 요소의 인근 핀 사이에 솔더 브리지를 생성 할 위험을 줄입니다.
직경이 0.062 인치 이상인 두꺼운 솔더는 더 큰 구성 요소와 와이어를 연결하거나 전력 전자 장치를 사용하는 것과 같은 더 많은 솔더가 필요한 작업에 사용됩니다.두꺼운 솔더는 효율적인 열 전달이 탁월하며 고전류 조인트 또는 큰 열 덩어리에 가장 좋습니다.이 특성은 솔더가 신속하고 균등하게 강력하고 안심할 수있는 연결을 형성하고 납땜 공정 속도를 높이도록합니다.
미세와 두꺼운 솔더 중에서 선택하는 것은 구성 요소의 물리적 및 열 요구에 따라 다릅니다.고급 솔더는 종종 과도한 열이 섬세한 부품을 손상시킬 수있는 민감한 전자 장치를 위해 선택됩니다.두꺼운 솔더는 근처 지역을 과열시키지 않고 조인트를 빠르게 냉각시키고 굳어지는 것이 선호됩니다.
특수 군인 : 추가 된 재료로 강화 된 관절 강도 탐색
전통적인 리드 틴 솔더 외에도은과 같은 재료가 추가되어 관절 강도와 성능을 향상시킵니다.은을 가진 군인은 순수한 리드 틴 병원과 비교하여 우수한 기계적 특성과 더 낮은 용융점을 위해 전자 제품과 배관 모두에서 소중합니다.
전자 장치 에서은을 추가하면 전도도와 열 피로 저항이 향상되어 고주파수 또는 고온 환경에 적합합니다.예를 들어, 실버 솔더는 조인트가 엄격한 조건을 견딜 수 있어야하는 자동차 애플리케이션, 항공 우주 전자 제품 및 태양 전지판에 사용됩니다.
은에서 관절 강도가 증가하면 기계적 고장의 위험이 줄어 듭니다.또한,은은 납땜 공정 동안 성분의 열 응력을 감소시켜 땜납의 용융점을 낮추어 성분의 열 응력을 감소시킨다.그러나 은의 비용이 높을수록 이러한 군인은 표준 응용 분야에서 덜 경제적입니다.장기 신뢰성과 성능이 초기 비용보다 더 중요한 상황에서는 이들의 사용이 정당화됩니다.
플럭스의 역할
솔더 적용을 위해 금속 표면을 준비하기 때문에 플럭스는 납땜에 필요합니다.그것의 임무는 이러한 표면을 청소하고 프라이밍하여 결합을 약화시킬 수있는 산화물과 오염 물질이 없도록하는 것입니다.납땜 중에 금속이 가열되면 공기와 접촉하면 산화되는 경향이 있습니다.이 산화는 적절한 솔더 접착력을 방해하는 비전도 금속 산화물 층을 생성합니다.
금속 표면에서 플럭스를 적용하고 가열하면 이러한 산화물을 활성화하고 제거하고 표면을 효과적으로 청소합니다.이것은 그 아래에 깨끗한 금속을 노출시켜 솔더가보다 효과적으로 결합 할 수있게합니다.Flux는 또한 솔더의 습윤 특성을 향상시켜 솔더가 골고루 퍼져 금속과 더 잘 접촉 할 수 있으며 강력한 전기 및 기계적 연결을 만들 수 있습니다.

그림 5 : 납땜 플럭스
플럭스 유형
납땜에 사용되는 몇 가지 일반적인 플럭스 유형은 다음과 같습니다.
• 로진 플럭스 : 소나무에서 추출한 천연 수지로 제작 된 로진 플럭스는 전기 및 전자 솔더에 사용됩니다.납땜 온도에서의 산화를 방지하고 작용에서 온화합니다.활동 수준에 기초한 3 개의 하위 유형은 Rosin (R), Rosin Activated (RA) 및 Rosin Mildly Activated (RMA)가 있습니다.RA 및 RMA 플럭스에는 청소 동작을 개선하는 첨가제가 포함되어있어 산화가 더 많은 표면에 유용합니다.

그림 6 : 로진 플럭스
• 수용성 플럭스 :이 플럭스는 로진 기반 플럭스보다 공격적이며 납땜 후 물로 세척 할 수 있습니다.그들은 배관 및 고순도 응용 분야에 사용됩니다.
• 청소 없음 플럭스 : 침입 후 청소를 최소화하도록 설계되었으며, 청소되지 않은 플럭스는 비전도적이고 비 부패한 최소 잔류 물을 남깁니다.그들은 어셈블리가 어떻게 보이는지와 추가 청소가 섬세한 부분에 해를 끼칠 수있을 때에 좋습니다.청소되지 않은 플럭스는 소비자 전자 제품을 만드는 데 사용됩니다. 효율적이고 대규모 생산을 처리하는 데 도움이되기 때문입니다.

그림 7 : 청소 없음 플럭스
• 산 플럭스 :이 고도로 부식성 플럭스는 판금 작업 및 구리 파이프 배관과 같은 비 전자 응용 분야에 사용됩니다.회로 보드와 구성 요소를 부식시킬 수 있으므로 산화를 제거하지만 섬세한 전자 제품에는 적합하지 않습니다.
납땜 팁

그림 8 : 납땜 팁
팁 유형
원뿔형 팁
원뿔형 팁 또는 원뿔 팁은 정밀 납땜 작업을 위해 예리하고 원뿔 모양의 모양을 갖추고 있습니다.그들의 좁은 지점을 사용하면 단단한 공간에 접근 할 수 있으므로 인접한 영역을 방해하지 않고 민감한 구성 요소에 세부적인 납땜이 가능합니다.이 팁은 접합부 또는 밀접하게 포장 된 리드 사이에서 정확한 납땜에 효과적이며 정확성과 최소한의 교란을 보장합니다.

그림 9 : 원추형 납땜 팁
뾰족한 팁
뾰족한 팁은 원뿔형 팁보다 더 날카로운 끝을 가지고있어 정밀도를 높이고 더 작은 대상으로 열을 지시합니다.이 디자인은 정확한 열이 필요한 인쇄 회로 보드 (PCB)에서 자세한 납땜에 적합합니다.개별 솔더 조인트를 해결하고 인구 밀도가 높은 전자 어셈블리를 탐색하는 데있어 뾰족한 팁은 탁월하여 고품질 회로 작업에 우수한 정확도를 제공합니다.

그림 10 : 뾰족한 납땜 팁
드라이버 팁
드라이버 팁에는 평평한 스크루 드라이버와 같은 끝이있어 상당한 열 분포가 필요한 넓은 표면 영역을 납땜하는 데 최적입니다.이 팁은 더 큰 영역에서 빠른 열 전달을 용이하게하며, 빠른 가열이 필요한 와이어 또는 구성 요소를 납땜하는 데 이상적입니다.그들의 넓은 표면은 대량 생산 환경에서 프로세스를 간소화하는 전선을 골고루 가열 및 주석으로하는 데 유용합니다.

그림 11 : 드라이버 납땜 팁
끌 팁
끌 팁은 평평하고 뾰족한 팁의 기능을 결합하여 약간 좁은 넓고 평평한 끝이 특징입니다.이 설계는 효율적인 열전달 및 대상 응용 프로그램의 균형을 유지하여 대형 구성 요소 납땜 및 상세한 작업에 적합합니다.전문 환경에서 가치있는 Chisel Tips는 드래그 솔더링부터 여러 핀 브리징에 이르기까지 다양한 응용 프로그램을 지원하여 납땜 무기고에 다양한 도구를 제공합니다.

그림 12 : 끌고 납땜 팁
베벨 팁
Bevel 팁은 원뿔 및 끌 팁의 특성을 혼합하여 다양한 구성 요소 크기에 걸쳐 일반 납땜에 적응할 수 있도록합니다.그들의 설계는 정확하고 강력한 납땜을 허용하며, 자세한 전자 작업 및 더 큰 패드 또는 리드로의 효과적인 열 전달이 필요한 더 무거운 응용 프로그램에 이상적입니다.이 듀얼 기능은 납땜 작업에서 세부 사항과 스케일 간의 균형이 필요한 기술자에게 Bevel 팁을 제공합니다.

그림 13 : 베벨 납땜 팁
나이프 팁
나이프 팁은 드래그 납땜을 위해 제작되며, 팁은 일련의 핀 또는 패드를 따라 드래그하여 한 번의 동작으로 여러 솔더 연결을 만듭니다.이 팁 유형은 PCB의 표면 장착 장치에서 여러 조인트를 효율적으로 처리하는 데 매우 중요합니다.나이프 모양의 모양은 철을 들어 올리지 않고 특정 납땜 작업의 생산성을 향상시키지 않고 연결을 가로 질러 연속 납땜 할 수 있습니다.

그림 14 : 나이프 납땜 팁
팁의 유지 보수
팁을 청소하는 두 가지 일반적인 방법은 젖은 스폰지를 사용하고 금속 울을 사용하는 것입니다.
댐프 스폰지 :이 전통적인 방법은 젖은 스폰지에서 뜨거운 납땜 팁을 닦는 것입니다.주요 이점은 지나치게 연마하지 않고 오래된 솔더 및 플럭스 잔기를 효과적으로 제거한다는 것입니다.수분은 솔더를 빠르게 식히므로 쉽게 닦을 수 있습니다.그러나 갑작스런 냉각은 열 충격을 일으켜 시간이 지남에 따라 팁을 손상시키고 수명을 줄일 수 있습니다.
금속 울 : 종종 황동 또는 스테인레스 스틸로 만든 금속 울은 다른 세척 방법을 제공합니다.금속 울에 대한 팁을 닦으면 갑작스런 냉각을 일으키지 않고 열 응력을 줄이고 팁의 수명을 연장 할 수 있습니다.그러나 금속 울의 거친 특성은 너무 많이 사용되면 팁을 마모시킬 수 있습니다.

그림 15 : 팁 청소를위한 두 가지 일반적인 방법
팁을 주석 : 프로세스와 중요성
주석 과정을 시작하려면 먼저 젖은 스폰지 또는 금속 울을 사용하여 팁이 깨끗해 지도록하십시오.그런 다음 납땜 인 철을 작동 온도로 가열하십시오.가열되면 소량의 솔더를 팁에 직접 닿아 녹은 솔더로 전체 팁을 부드럽게 덮으십시오.마지막으로, 청소 재료의 팁을 간단히 닦아 과도한 솔더를 제거하여 팁에 반짝이는 코팅을 남깁니다.
TINNING은 납땜 철 팁의 수명과 효율성을 유지하는 데 중요합니다.보호 층을 생성함으로써 Tinning은 팁이 뜨거워서 공기에 노출 될 때 산화 및 부식을 방지합니다.잘 정리 된 팁은 열전도율을 향상시켜 솔더 조인트로보다 효율적이고 정확한 열 전달을 가능하게합니다.정기적 인 주석은 성능을 향상시킬뿐만 아니라 팁의 수명을 깨끗하고 잘 관리하여 팁의 수명을 연장하여 교체 빈도를 줄입니다.
납땜 기술
모범 사례를위한 다양한 납땜 기술, 방법, 용도 및 팁을 탐색합니다.
부드러운 납땜
소프트 납땜은 전자 제품에서 가장 일반적인 기술입니다.낮은 융점 합금, 주석과 납의 혼합, 또는 더 안전한 옵션, 구리 또는 은색의 주석을 사용합니다.온도는 약 250 ° C의 비교적 낮으며 열에 민감한 전자 부품에 적합합니다.
납땜을 시작하려면 결합 할 표면을 철저히 청소하여 모든 오일과 산화가 제거되도록하십시오.다음으로, 납땜 공정 중에 산화를 방지하기 위해 표면에 플럭스를 적용하십시오.납땜 철을 사용하여 조인트를 가열 한 다음 솔더를 바르고 조인트 위로 자유롭게 흐르도록 안전한 연결을 만듭니다.최적의 결과를 얻으려면 적절한 팁 크기의 납땜 인두를 사용하여 더 나은 열 제어를 유지하고 구성 요소를 과열하지 않으면 손상 될 수 있습니다.신뢰할 수 있고 내구성있는 연결을 달성하기 위해 솔더가 고르게 분포되어 있는지 확인하십시오.
단단한 납땜
하드 납땜 또는 브레이징은 600 ~ 900 ° C 범위의 온도에서 더 높은 융점 합금, 황동 또는 은색 합금을 사용합니다.배관, HVAC 시스템 및 강력한 조인트가 필요한 기타 상황에서 금속 부품을 결합하는 데 적합합니다.
첫째, 모든 표면이 세 심하게 청소되도록하십시오.다음으로, 고온에 노출 될 때 산화를 방지하기 위해 영역에 플럭스를 적용하십시오.그런 다음 토치로 부품을 데우고 솔더를 조심스럽게 바릅니다.주변 금속을 과열시키지 않고 관절을 철저히 가열하는 것이 중요합니다.고온 및 잠재적 인 금속 튀김을 방지하기 위해 항상 장갑 및 눈 보호와 같은 안전 장비를 착용하십시오.
리플 로우 납땜
리플 로우 납땜은 여러 구성 요소를 동시에 납땜하기 위해 PCB (인쇄 회로 보드)를 제조하는 데 사용됩니다.이 기술에는 솔더 페이스트 (플럭스 및 솔더 입자의 혼합)를 보드에 적용하고 구성 요소를 상단에 배치 한 다음 리플 로우 오븐에서 어셈블리를 가열하는 것이 포함됩니다.
PCB (Printed Circuit Board)를 조립하려면 스텐실을 사용하여 솔더 페이스트를 보드에 적용하여 시작하십시오.다음으로 구성 요소를 보드에 조심스럽게 배치하십시오.그런 다음 리플 로우 오븐을 통해 PCB를 실행하여 제어 된 온도 프로파일을 보장합니다.차가운 조인트 또는 과열 구성 요소를 방지하기 위해 온도를 모니터링하십시오.마지막으로, 솔더 페이스트가 신선하고 그 효과를 유지하기 위해 올바르게 보관해야합니다.
웨이브 납땜
웨이브 솔더링은 PCB의 질량 납땜 공정으로, 통로 도금 성분에 효과적입니다.그것은 플럭스가 적용된 노출 된 금속 영역에 붙어있는 용융 솔더의 파도에 PCB를 전달하는 것을 포함합니다.
PCB에 모든 통로 구성 요소를 삽입하여 시작하십시오.다음으로, 납땜 공정을 용이하게하기 위해 PCB의 바닥에 플럭스를 적용하십시오.그런 다음 컨베이어 시스템을 사용하여 용융 솔더 웨이브 위로 PCB를 통과시켜 솔더가 제대로 부착되도록합니다.최적의 결과를 얻으려면 컨베이어 속도와 파도 높이를 조정하여 전반적으로 납땜을 달성하십시오.열 충격을 방지하기 위해 PCB를 예열하고 더 부드러운 솔더 흐름을 보장하십시오.
납땜하는 방법?
납땜 작업을 시작하기 전에 솔더로 팁을 코팅하여 납땜 인 아이언을 준비하는 것이 중요합니다.이것은 철분이 더 잘 가열되고 마모를 방지하여 더 오래 지속됩니다.먼저 팁을 철에 부착하고 켜고 켜고 조정할 수있는 경우 온도를 400 ° C (752 ° F)로 설정하십시오.젖은 스폰지로 팁을 청소하여 먼지 나 녹을 제거하십시오.깨끗이 청소하면 팁을 약간 가열하고 골고루 코팅 될 때까지 솔더로 터치하십시오.팁을 양호한 모양으로 유지하기 위해 각 사용 전후 에이 작업을 수행해야합니다.시간이 지남에 따라 팁이 마모되고 거칠거나 손상되면 교체해야합니다.
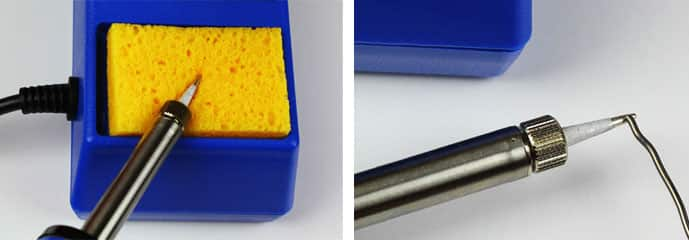
그림 16 : 팁을 착용합니다
LED를 회로 보드로 납땜하려면 LED 리드를 지정된 구멍에 삽입하여 시작하십시오.보드를 뒤집어 45도 각도로 바깥쪽으로 구부려 구리 패드와 접촉하십시오.납땜 인 철에 전원을 공급하고 400 ° C로 설정하십시오.구리 패드와 LED 리드에 약 3-4 초 동안 철의 팁을 배치하여 관절을 가열하십시오.이것은 적절한 열 전달을 보장합니다.그런 다음 솔더를 간접적으로 조인트에 소개하여 관절로부터의 열이 솔더를 녹여 내구성있는 결합을 형성합니다.철을 제거한 후 솔더를 자연스럽게 식히기 위해 원뿔 모양의 부드럽고 반짝이는 관절을 달성하십시오.솔더가 고화되면 초과 리드를 다듬습니다.

그림 17 : 납땜 방법 (1)
와이어를 함께 납땜하려면 와이어 엔드에서 단열재를 벗기고 닥치는 방지를 방지하기 위해 스트레드 된 와이어를 비틀어 시작하십시오.납땜 인두를 가열 한 다음 팁을 전선 중 하나에 3-4 초 동안 누르면 따뜻하게합니다.가열 된 와이어를 가로 질러 솔더를 고르게 바꾸고 두 번째 와이어로 반복하십시오.두 와이어가 모두 주석되면 정렬하여 철분으로 조인트를 재가열하여 두 와이어의 솔더를 녹여 고체 결합을 보장합니다.열 수축 튜브로 절연하기 전에 조인트를 자연스럽게 식히십시오.이 기술은 신체적 스트레스와 전기 마모를 견딜 수있는 강력하고 내구성있는 연결을 보장합니다.
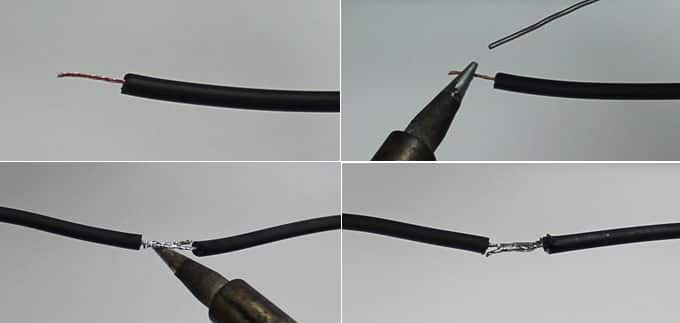
그림 18 : 와이어를 납땜하는 방법(2)
황량은 전자 부품을 제거하거나 납땜 오류를 수정하는 데 좋습니다.황량한 브레이드 (또는 납땜 위크)를 관절 위에 놓고 납땜 인두로 가열하여 사용하십시오.머리띠는 용융 솔더를 흡수하여 조인트에서 깨끗하게 제거합니다.화상을 피하기 위해 뜨거운 머리띠를 조심스럽게 처리하십시오.더 많은 양의 솔더의 경우 솔더 빨판을 사용하십시오.플런저를 눌러 빨판을 준비하고 조인트를 데우고, 빨판의 팁을 녹인 솔더 위에 놓고 버튼을 눌러 흡입을 생성하여 솔더를 들어 올리십시오.조인트를 지우려면 필요에 따라 반복하십시오.
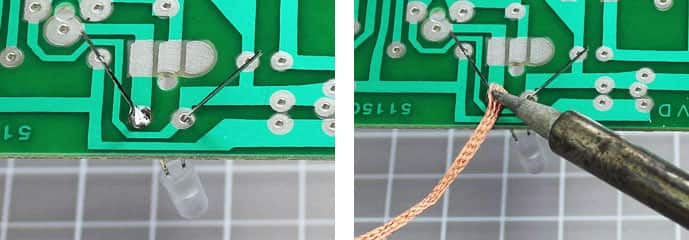
그림 19 : 황량
일반적인 납땜 문제
과도한 솔더는 별도의 연결을 연결하여 장치 기능 및 안전을 위험에 빠뜨려 단락을 유발할 수 있습니다.초과 솔더를 관리하고 제거하는 방법은 다음과 같습니다.
솔더 위크 사용 : 솔더 위크 또는 황량한 브레이드는 가열 될 때 솔더를 흡수하는 미세한 구리 와이어 가닥으로 구성됩니다.이를 사용하려면 브레이드를 과도한 납땜 위에 놓고 가열 된 납땜 인트리 팁을 머리띠에 누릅니다.솔더가 녹을 때, 브레이드에 흡수되어 의도 한 영역에서 제거됩니다.브레이드 나 회로 보드를 손상시키지 않기에는 다리미가 너무 뜨겁지 않도록하십시오.
솔더 빨판 도구 :이 도구는 더 큰 솔더에 효과적입니다.솔더 빨판은 트리거를 누르면 용융 솔더를 진공 청소기로 비추는 작은 기계식 펌프입니다.납땜 철으로 납땜 상태로 납땜 상태로 가열 한 다음 솔더 빨판의 끝을 용융 솔더 위에 빨리 배치하여 활성화하십시오.타이밍 및 포지셔닝은 효과적인 사용에 중요합니다.
재가열 및 드래그 : 때로는 솔더를 다시 데우고 납땜 인 철 팁으로 끌어내는 것만으로도 충분한 과잉이 될 수 있습니다.이 방법은 솔더를 더 확산시키지 않기 위해 솔더링 아이언을 꾸준히 핸드하고 제어해야합니다.
예방 조치 : 과도한 솔더를 방지하려면 조인트 금액 만 사용하십시오.솔더를 바르기 전에 조인트를 철저히 가열하고 솔더 와이어를 제거하기 전에 열을 제거하여 과도한 흐름을 피하십시오.
결론
납땜하는 방법을 배우는 것은 전자 장치를 사용하는 사람이라면 누구나 필요합니다.이 안내서는 좋은 납땜에 필요한 도구, 재료 및 기술을 다루었습니다.올바른 도구를 선택하고 온도를 관리하며 올바른 유형의 솔더 및 플럭스를 사용하는 것의 중요성을 강조합니다.그것은 다양한 유형의 납땜 아이언과 그 용도와 금속 표면을 준비 할 때 플럭스의 역할을 설명합니다.이 가이드는 또한 납땜 팁과 세부 납땜 방법을 관리하여 각 작업에서 정밀성과 관리가 필요하다는 것을 보여줍니다.이 정보를 통해 독자들은 다양한 납땜 작업을 처리 할 수있는 장비를 더 잘 갖추고 있으며 전자 프로젝트가 내구성이 뛰어나고 시간이 지남에 따라 잘 작동합니다.
자주 묻는 질문 [FAQ]
1. 납땜 할 때 사용하지 않아야 할 것은 무엇입니까?
납땜 할 때는 관절의 무결성을 손상 시키거나 안전 위험을 초래할 수있는 재료를 사용하지 마십시오.첫째, 산이나 알려지지 않은 화학 물질을 플럭스로 사용하지 마십시오. 특정 납땜 플럭스 만 적용해야합니다.건강 위험과 규제 제한으로 인해 전자 장치에서 납 기반의 솔저를 피해야합니다.고온에서 유해한 연기를 녹이거나 방출 할 수있는 플라스틱과 같은 재료는 직접 납땜에 적합하지 않습니다.
2. 납땜하기에 가장 어려운 것은 무엇입니까?
알루미늄은 공기에 노출 될 때 산화물 층의 빠른 형성으로 인해 납땜하기가 어려워집니다.이 산화물 층은 솔더의 알루미늄 표면에 부착하는 능력을 방해합니다.알루미늄을 효과적으로 납땜하려면 특별한 기술과 플럭스가 필요하므로 구리 나은과 같은 수용 금속을 납땜하는 것보다 더 복잡한 작업이됩니다.
3. 납땜하기 전에 은은을 받습니까?
그렇습니다. 납땜하기 전에 은행은 일반적인 관행입니다.산세는 표면 산화 및 오염 물질을 제거하기 위해 온화한 산성 용액에은을 담그는 것을 포함합니다.이 과정은 금속을 청소하여 솔더가 제대로 부착하고 강력하고 깨끗한 결합을 형성하도록합니다.은 솔더링에서 전문적인 마무리를 달성하기위한 단계입니다.
4. 솔더에 플럭스가 필요합니까?
거의 모든 금속을 납땜하려면 플럭스가 필요합니다.가열 중에 금속 표면을 청소하고 준비하여 솔더가 부드럽게 흐르고 효과적으로 결합 할 수 있습니다.플럭스가 없으면 솔더가 잘 부착되지 않아서 관절이 약하고 전기 또는 구조적 무결성의 잠재적 실패를 초래할 수 있습니다.납땜이 제대로 작동하는지 확인하기 위해 함께 일하는 금속과 솔더에 올바른 종류의 플럭스를 사용해야합니다.
5. 왜 납땜하는 철을 착석 할 수 없습니까?
납땜 아이언을 착용 할 수 없다면 다음과 같습니다.
팁의 산화 : 팁이 산화되면 솔더가 제대로 녹지 않습니다.철분이 뜨거울 때 축축한 스폰지로 팁을 청소하십시오.산화가 심한 경우 팁 주석을 사용하거나 팁을 교체하십시오.
온도가 잘못되어 온도가 너무 낮 으면 솔더가 녹지 않습니다.반대로, 너무 높으면 솔더가 증발하거나 타 버려서 적절한 주석을 방지 할 수 있습니다.
오염 : 팁이 다른 재료로 오염되지 않았는지 확인하여 솔더가 부착되는 것을 방지 할 수 있습니다.
우리에 대해
ALLELCO LIMITED
더 많은 것을 읽으십시오
빠른 문의
문의를 보내 주시면 즉시 응답하겠습니다.

압력 센서에 대한 통찰력 : 기능, 유형 및 사용
8월7일에서
충전 방법
8월6일에서
인기있는 게시물
-
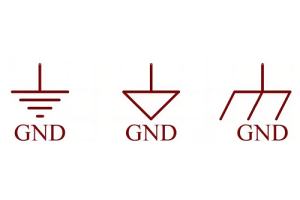
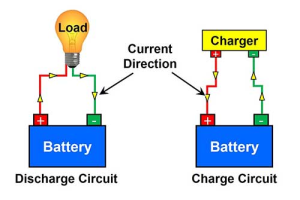
회로에서 GND는 무엇입니까?
1월1일에서 3039
-

RJ-45 커넥터 가이드 : RJ-45 커넥터 색상 코드, 배선 체계, R-J45 응용 프로그램, RJ-45 데이터 시트
1월1일에서 2608
-

파이버 커넥터 유형 : SC 대 LC 및 LC 대 MTP
1월1일에서 2162
-
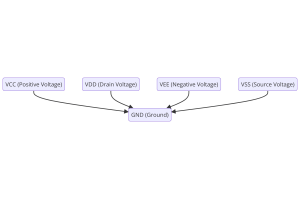
전자 제품 VCC, VDD, VEE, VSS 및 GND의 전원 공급 장치 이해
11월13일에서 2073
-

DB9와 RS232의 비교
1월1일에서 1790
-

LR44 배터리는 무엇입니까?
유비쿼터스 힘 인 전기는 사소한 기기에서 생명을 위협하는 의료 장비에 이르기까지 일상 생활의 모든 측면에 조용히 스며 들어 침묵하는 역할을합니다.그러나이 에너지, 특히 저장하고 효율적으로 출력하는 방법을 진정으로 파악하는 것은 쉬운 일이 아닙니다.이 기사는 표면에 중요하지 않은 것처럼 보일 수 있지만 실제 응용 분야, 즉 LR44 배터리에서 매우 다재다능한 코인 셀 배터리 유형에 초점을 맞출 것입니다.이 기사는 ...1월1일에서 1754
-
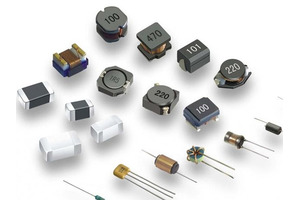
기본 이해 : 인덕턴스 저항 및 정관
전기 공학의 복잡한 춤에서, 기본 요소의 트리오는 인덕턴스, 저항 및 커패시턴스와 같은 중심 단계를 차지합니다.각각은 전자 회로의 역동적 인 리듬을 지시하는 독특한 특성을 나타냅니다.여기서 우리는 이러한 구성 요소의 복잡성을 해독하고 광대 한 전기 오케스트라 내에서 뚜렷한 역할과 실용적인 용도를 발견하기위한 여정을 시작합니다.자기 플럭스 마법사와 함께 인덕턴스;저항, 전류 흐름의 확고한 게이트 키퍼;그리고 ...1월1일에서 1706
-

CR2430 배터리 종합 가이드 : 사양, 응용 프로그램 및 CR2032 배터리 비교
CR2430 배터리는 무엇입니까?CR2430 배터리의 이점표준CR2430 배터리 애플리케이션CR2430 동등한CR2430 대 CR2032배터리 CR2430 크기CR2430 및 이와 동등한 것을 구입할 때 찾아야 할 사항데이터 시트 PDF자주 묻는 질문 배터리는 소형 전자 장치의 핵심입니다.사용 가능한 많은 유형 중에서 코인 셀은 일반적으로 계산기, 리모컨 및 시계에서 발견되는 중요한 역할을합니다.작은 크기에도 불구하고 각 코인 셀에는 독특한 장점이 ...1월1일에서 1640
-
RF는 무엇이며 왜 우리는 그것을 사용합니까?
무선 주파수 (RF) 기술은 현대 무선 통신의 핵심 부분으로, 물리적 연결없이 장거리에 걸쳐 데이터 전송을 가능하게합니다.이 기사는 RF의 기본 사항을 탐구하여 전자기 방사선 (EMR)이 RF 커뮤니케이션을 가능하게하는 방법을 설명합니다.우리는 EMR의 원칙, RF 신호의 생성 및 제어 및 광범위한 사용을 탐구 할 것입니다.이 기사는 또한 RF 기술의 역사적 이정표, 관련된 기술 과제 및 안정적인 RF 커뮤니케이션을 보장하는 데 ...1월1일에서 1620
-
트랜지스터의 HFE에 대한 포괄적 인 가이드
트랜지스터는 최신 전자 장치의 중요한 구성 요소로 신호 증폭 및 제어를 가능하게합니다.이 기사는 트랜지스터의 HFE 값을 선택하는 방법, HFE 찾기 방법 및 다양한 유형의 트랜지스터의 이득을 포함하여 HFE를 둘러싼 지식을 탐구합니다.우리는 HFE를 탐색함으로써 트랜지스터의 작동 방식과 전자 회로에서의 역할에 대한 더 깊은 이해를 얻습니다. 목록 트랜지스터의 HFE는 무엇입니까? 트랜지스터의 HFE를 계산하는 방법은 무...11월13일에서 1563
핫 부품 번호
-

RP114K101D5-TRB
Nisshinbo Micro Devices Inc.
IC REG LIN 1.05V 300MA DFN1010-4
TLV2316IDGKT
Texas Instruments
IC CMOS 2 CIRCUIT 8VSSOP
HMPS-2822-TR1
Broadcom Limited
RF DIODE SCHOTTKY 15V MINIPAK
ADS8344E
Texas Instruments
IC ADC 16BIT SAR 20SSOP
MAX8834YEWP+T
Analog Devices Inc./Maxim Integrated
IC LED DRV RGLTR I2C 20WLP
SI53325-B-GM
Skyworks Solutions Inc.
IC CLK BUFFER 1:5 1.25GHZ 32QFN
BUK7M22-80EX
Nexperia USA Inc.
MOSFET N-CH 80V 37A LFPAK33
IS43TR16128DL-125KBL
ISSI, Integrated Silicon Solution Inc
IC DRAM 2GBIT PARALLEL 96TWBGA
CYW20704UA2KFFB1GT
Infineon Technologies
IC RF TXRX+MCU BLUETOOTH 49VFBGA
AS1312-BWLT-33
ams OSRAM
DC DC CONVERTER 3.3V
JMK432BJ107MU-T
Taiyo Yuden
CAP CER 100UF 6.3V X5R 1812
PD3S230H-7
Diodes Incorporated
DIODE SCHOTTKY 30V 2A PWRDI323
MAX1818EUT50#TG16
Analog Devices Inc./Maxim Integrated
IC REG LIN POS ADJ 500MA SOT6
MPC565CZP40
Motorola
IC MCU 32BIT 1MB FLASH 388PBGA
PAM8301AAF
Diodes Incorporated
IC AMP CLASS D MONO 1.5W SOT23-6
BZX384B43-HE3-18
Vishay General Semiconductor - Diodes Division
DIODE ZENER 43V 200MW SOD323
EL8101IWZ-T7A
Renesas Electronics America Inc
IC OPAMP VFB 1 CIRCUIT SOT23-5
SWS300A-12
TDK-Lambda Americas Inc
AC/DC CONVERTER 12V 300W -

SP3243ECA-L
Exar Corporation
IC TXRX RS232 INTELLIGENT 28SSOP
LM337KCSE3
Texas Instruments
IC REG LIN NEG ADJ 1.5A TO220-3
LM2663M
Texas Instruments
IC REG CHARGE PUMP INV 8SOIC
M63954P
Powerex Inc.
IC HALF BRIDGE DRVR 500MA 16DIP
DSP1A-DC24V
Panasonic Electric Works
RELAY GEN PURPOSE SPST 8A 24V
BA3308
Rohm Semiconductor
IC AMP CLASS AB STEREO 9SIP
XC8102AA01GR-G
Torex Semiconductor Ltd
IC PWR SWITCH P-CHAN 1:1 4USP
MC1408P8
Texas Instruments
IC DAC 8BIT MULTIPLYING CASE 648
M27C1001-10F1
STMicroelectronics
IC EPROM 1MBIT PARALLEL 32CDIP
AT89S53-24PI
Microchip Technology
IC MCU 8BIT 12KB FLASH 40DIP
FSQ0165RLX
Fairchild Semiconductor
IC OFFLINE SWITCH FLYBACK 8LSOP
BCM54612EB1KMLG
Broadcom Limited
IC SINGLE GIGABIT PHY 3E 48MLP
MLG1005S3N9ST000
TDK Corporation
FIXED IND 3.9NH 700MA 200MOHM SM
TLE42962GV33HTSA1
Infineon Technologies
IC REG LINEAR 3.3V 30MA SCT595-5
SY10E151JI
Microchip Technology
IC FF D-TYPE SNGL 6BIT 28PLCC
ADP3415LRM-REEL
onsemi
IC MOSFET DVR DUAL BOOT 10MSOP
ISL9237IRZ-TR5700
Renesas Electronics America Inc
NOTEBOOK BATTERY CHARGER 4X4 QFN
LT1529IQ-3.3#TRPBF
Analog Devices Inc.
IC REG LINEAR 3.3V 3A 5DDPAK -

IRF7450TR
Infineon Technologies
MOSFET N-CH 200V 2.5A 8SO
MAX213CWI
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER FULL 4/5 28SOIC
IR2131JTRPBF
Infineon Technologies
IC GATE DRVR HALF-BRIDGE 44PLCC
LTC2902-1IGN#TRPBF
Analog Devices Inc.
IC SUPERVISOR 4 CHANNEL 16SSOP
BAT54CW
Diotec Semiconductor
SCHOTTKY SOT-323 30V 0.2A
M74HC164B1R
STMicroelectronics
IC REGISTER 8BIT SIPO 14-DIP
CKG32KX7S1H106M335AJ
TDK Corporation
CAP CER 10UF 50V X7S SMD
TMS320F28235ZJZS
Texas Instruments
IC MCU 32BIT 512KB FLASH 176BGA
ADS821U
Burr Brown
IC ADC 10BIT PIPELINED 28SOIC
HER105G
Taiwan Semiconductor Corporation
DIODE GEN PURP 400V 1A DO204AL
2-316132-3
TE Connectivity AMP Connectors
CONN HEADER VERT 5POS 5.08MM
SN65LVDS93DGG
Texas Instruments
IC LVDS SERDES XMITTR 56-TSSOP
PIC16HV785-I/SO
Microchip Technology
IC MCU 8BIT 3.5KB FLASH 20SOIC
LTW-010DCG
Lite-On Inc.
LED WHITE 2PLCC SMD R/A
T700182504BY
Powerex Inc.
SCR 1.8KV 250A TO209
MPXV7025GC6U
NXP USA Inc.
SENSOR 3.63PSIC 0.13" 4.7V
LTC3411EDD#PBF
Analog Devices Inc.
IC REG BUCK BST ADJ 1.25A 10DFN
STD120N4F6
STMicroelectronics
MOSFET N-CH 40V 80A DPAK